witec360 Semiconductor Edition
View Product
 Part of the Oxford Instruments Group
Part of the Oxford Instruments Group
The Raman effect is based on the inelastic scattering of light by the molecules of gaseous, liquid or solid materials. The interaction of a molecule with photons causes vibrations of its chemical bonds, leading to specific energy shifts in the scattered light. Thus, any given chemical compound produces a particular Raman spectrum when excited and can be easily identified by this individual “fingerprint.”
Raman spectroscopy is a well-established, label-free and non-destructive method for analyzing the molecular composition of a sample.
In Raman imaging, a confocal microscope is combined with a spectrometer and a Raman spectrum is recorded at every image pixel. The resulting Raman image visualizes the distribution of the sample’s compounds. Due to the high confocality of WITec Raman systems, volume scans and 3D images can also be generated.
The Raman effect is extremely weak, so every Raman photon is important for imaging. Therefore WITec Raman imaging systems combine an exceptionally sensitive confocal microscope with an ultra-high throughput spectrometer (UHTS). Precise adjustment of all optical and mechanical elements guarantees the highest resolution, outstanding speed and extraordinary sensitivity – simultaneously!
This optimization allows the detection of Raman signals of even weak Raman scatterers and extremely low material concentrations or volumes with the lowest excitation energy levels. This is an unrivaled advantage of WITec systems.
Lateral resolution is physically limited to ~200 nm, depending on the wavelength of the incident light.
A high confocality increases the signal-to-noise ratio by reducing the background. With the UHTS Series, WITec developed lens-based, wavelength-optimized spectrometers with a spectral resolution down to 0.1 cm-1 relative wavenumbers.
The more sensitive a system is, the shorter the acquisition time for a single spectrum. WITec’s Ultrafast Raman Imaging reduces acquisition times for single Raman spectra down to well below 1 ms.
Semiconductors and the detailed understanding of their properties have revolutionized electronics in recent decades. They are employed in large numbers in optoelectronic devices such as integrated circuits (transistors, MOSFETs), solar cells and diodes (light-emitting diodes, laser diodes, etc.). The chemical composition and crystal structure of a semiconductor are essential in determining their electronic features. Therefore, precise metrology tools are required to evaluate their material characteristics.
Confocal Raman microscopy and correlated techniques including photoluminescence (PL) are ideally suited for the characterization of semiconducting materials and devices. Confocal Raman imaging, a non-destructive method, can reliably detect material defects and stress fields in the crystals, as well as structural and chemical alterations and doping in devices. This is especially useful for tracking chemical manipulations in electronics fabrication, including the production of wafers. Additional photoluminescence analyses can reveal alterations in the bandgaps of semiconductors.
This application note provides an overview of correlative Raman imaging, PL and topographic analyses of compound semiconductors. It demonstrates the use of the WITec alpha300 Semiconductor Edition Raman microscope (Fig.1) to obtain a thorough understanding on the composition, properties and defects of entire wafers.

Figure 1: WITec alpha300 Semiconductor Edition Raman microscope
The WITec alpha300 Semiconductor Edition facilitates the assessment of entire wafers. It integrates our industry-leading technology for Raman and PL measurements and is optimally equipped for large-area scans. An extended-range scanning stage enables Raman imaging of wafers up to 300 mm (12 inch). The integrated topography-compensating TrueSurface profilometry module stabilizes the imaging throughout measurements with long acquisition times. TrueSurface additionally records the material‘s topography and warpage simultaneously with the imaging.
| INFO BOX | |
|
What is photoluminescence? In photoluminescence (PL), molecules absorb a photon of incoming light, which leads to the excitation of an electron to a higher energy level. In the excited state, internal relaxation processes can occur before the electron returns to its energetic ground state and a photon is emitted. The energy and wavelength of the emitted light corresponds with the difference of the excited and ground state energy levels in the molecule or crystal. The emission wavelength in PL is characteristic for the properties of a material. |
Why is PL useful for semiconductor analysis? Semiconductors are a class of materials that are generally PL-active. Electrons in semiconductors can be excited for PL |
Thin, large diameter wafers form the basis for the fabrication of integrated circuits. The assessment of their characteristics in the initial state and after different steps in the manufacturing process is essential, as their electronic properties set the foundation for the functionality of the final product. In the following we present the application of confocal Raman microscopy to analyze material characteristics including doping, stress fields, crystallinity and warpage of a silicon carbide (SiC) wafer. To maintain this nanoscale-precision across the macroscopically large x and y dimensions of an entire wafer, we used the WITec alpha300 Semiconductor Edition Raman microscope (Fig. 1). This allowed us to perform a correlative imaging of the complete surface of a 150 mm (6 inch) SiC wafer. The wafer area was Raman-imaged at a resolution of 1200 x 450 pixels using a 532 nm laser at 59.5 mW and a 20x/0.5 NA objective.
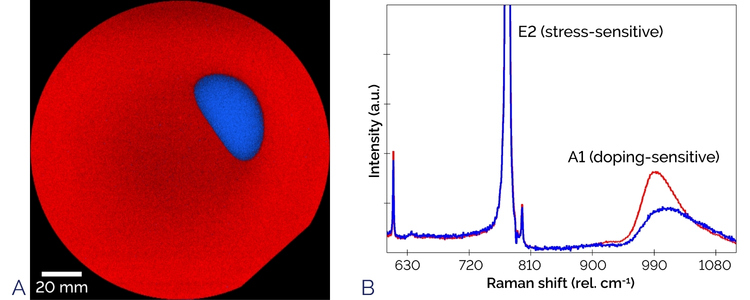
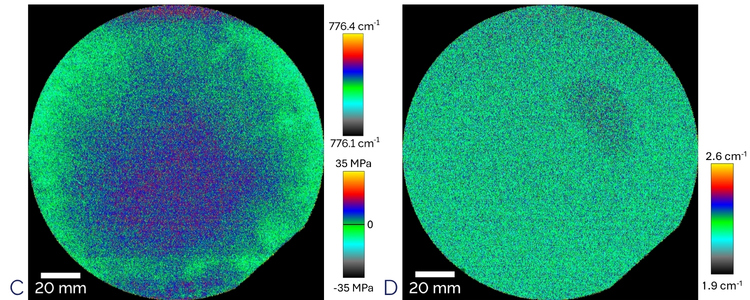
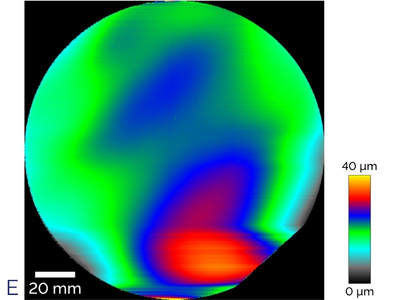
Figure 2: Raman imaging of a SiC wafer.
(A) Confocal Raman imaging visualizes the crystal facet region with a different doping concentration (blue) compared to the bulk area (red) in a 150 mm SiC wafer. The coloration and identification are based on the analysis of the Raman spectra as given in (B).
(B) Raman spectra ofthe two identified components. They mainly differ in the doping-sensitive A1(LO) mode (ca. 990 cm-1 relative wavenumbers).
(C) Color-codedposition of the stress-sensitive E2(high) peak (776 cm-1) in the SiC wafer. The image reveals compressive stress-induced peak shifts in the wafer’s center and tensile stress shifts toward its edge.
A second scale gives the calculated stress values in MPa. The zero stress value is defined by the average of the stress distribution.
(D) Crystallinity of SiC based on the FWHM of the E2(high) peak. The wafer shows minor changes in its crystalline structure in the facet region.
(E) Warpage of the SiC wafer with height variations of up to 40 μm.
Raman imaging revealed differences in the semiconductor doping for a region close to the center of the wafer, which represents the growth facet region (Fig. 2A, blue). Here, the spectral data (Fig. 2B) shows a peak shift and broadening for the doping-sensitive A1(LO) mode at 960 cm-1 (relative wavenumbers). This is the result of a higher doping concentration that increases the phonon-plasmon coupling and causes a shift to the LO plasmon-coupled (LOPC) mode [1].
The spectral data also resolved areas of compressive and tensile stress in the wafer. Due to the system‘s sensitivity, we were able to determine the exact spectral position of the stress and strain- sensitive E2(high) mode at 776 cm-1. In comparison to the overall wafer, more central regions were exposed to compressive stress (Fig. 2C). This is indicated by a E2(high) peak shift towards higher wavenumbers [2]. In contrast, distal regions were subjected to relatively higher tensile stress. The stress can also be quantified and calculated in absolute values in MPa with reference values for the material.
Conclusions on the crystalline structure of the material can be drawn from the full width half maximum (FWHM) of the E2(high) Raman band. Higher levels of crystallinity result in a thinner peak. This wafer showed an overall homogeneous structure except for a slightly decreased crystallinity in the facet region (Fig. 2D).
The microscope‘s TrueSurface module compensated for height variations in the sample during the Raman imaging. The recording of these z-position data allows for a correlative inspection of the sample‘s topography and warpage. The analyzed wafer had a curved warpage with height variations up to 40 μm (Fig. 2E).
The hexagonal polytype of silicon carbide (4H-SiC) is one of the most common semiconductor crystals used in wafers. As it is transparent for light in the green spectral range, analyses of the material’s interior are possible with optical techniques. Here, we used Raman imaging and a 532 nm laser to characterize the profile of a processed 4H-SiC wafer. The examined wafer was processed by our Oxford Instruments colleagues from Plasma Technology with three subsequent treatments: a mechanical polishing (MP), a plasma treatment (PPDE), and the growth of a crystalline SiC layer on the top. For the profile analysis, we performed a Raman depth scan in a central region of the intact wafer. Raman spectra were collected from 40 x 200 pixels of a 10 x 20 μm2 area using a 100x/0.9 NA objective.
A TrueComponent Analysis of the Raman data identified three layers (Fig. 3A). The bottom substrate layer (blue) and top epitaxial layer (red) were separated by a thin buffer layer (green). The components differed in their Raman spectra in the doping-sensitive A1(LO)/LOPC bands at 960 cm-1 and 990 cm-1 (relative wavenumbers, see Fig. 3B). The substrate layer (blue spectrum) showed a decreased signal for the A1(LO) mode and a shift towards the LOPC mode. This reveals the relatively higher doping concentration in the substrate compared to the other layers [1]. The lowest doping concentration and purest A1(LO) spectrum was detected in the epitaxial layer (red spectrum).
The results of the depth scan were used in a second step to determine the absolute thickness of the grown SiC epitaxial layer. It was calculated from the measured width of the epilayer by including the refractive index of SiC (n=2.635). The calculated thickness of the epitaxial layer was approximately 9 μm, combined with the buffer layer, it spanned 10 μm.
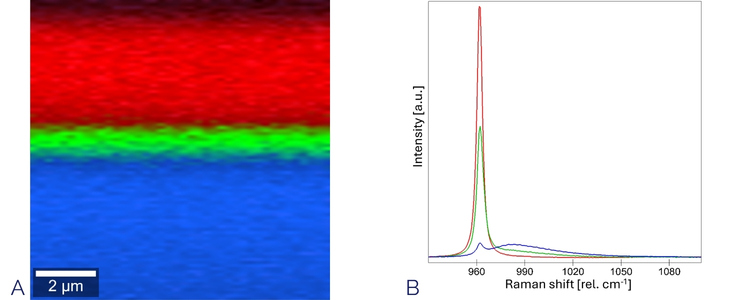
Figure 3: Depth scan of a SiC wafer.
(A) Raman imaging and TrueComponent Analysis identified a substrate layer (blue), buffer layer (green) and an epitaxial layer (red) of 4H-SiC.
(B) Respective Raman spectra of the identified components in the spectral range of the doping-sensitive A1(LO)/LOPC Raman bands. Color-coding as in (A). The substrate layer showed an assymmetrically widened, peak shifted to higher wavelengths.
Excursus:
Novel 2D semiconductor materials
A new group of 2D materials that includes graphene, perovskite, molybdenum disulfide (MoS2), tungsten diselenide (WSe2) and other transition metal dichalcogenides (TMDs) has recently been attracting attention in the electronics industry. These few- to single-layered materials have novel properties which are exploited for their structural, electronic and optical characteristics. Confocal Raman imaging is a preferred choice for the non-destructive analysis of these 2D materials and the heterostructures formed by them. Our team analyzed WSe2 crystals in a correlative approach with Raman, photoluminescence (PL) and second harmonic generation (SHG) imaging. This revealed multilayering in the crystals and bandgap differences, and visualized grain boundaries. Read more in our application note on correlative high-resolution imaging of TMDs
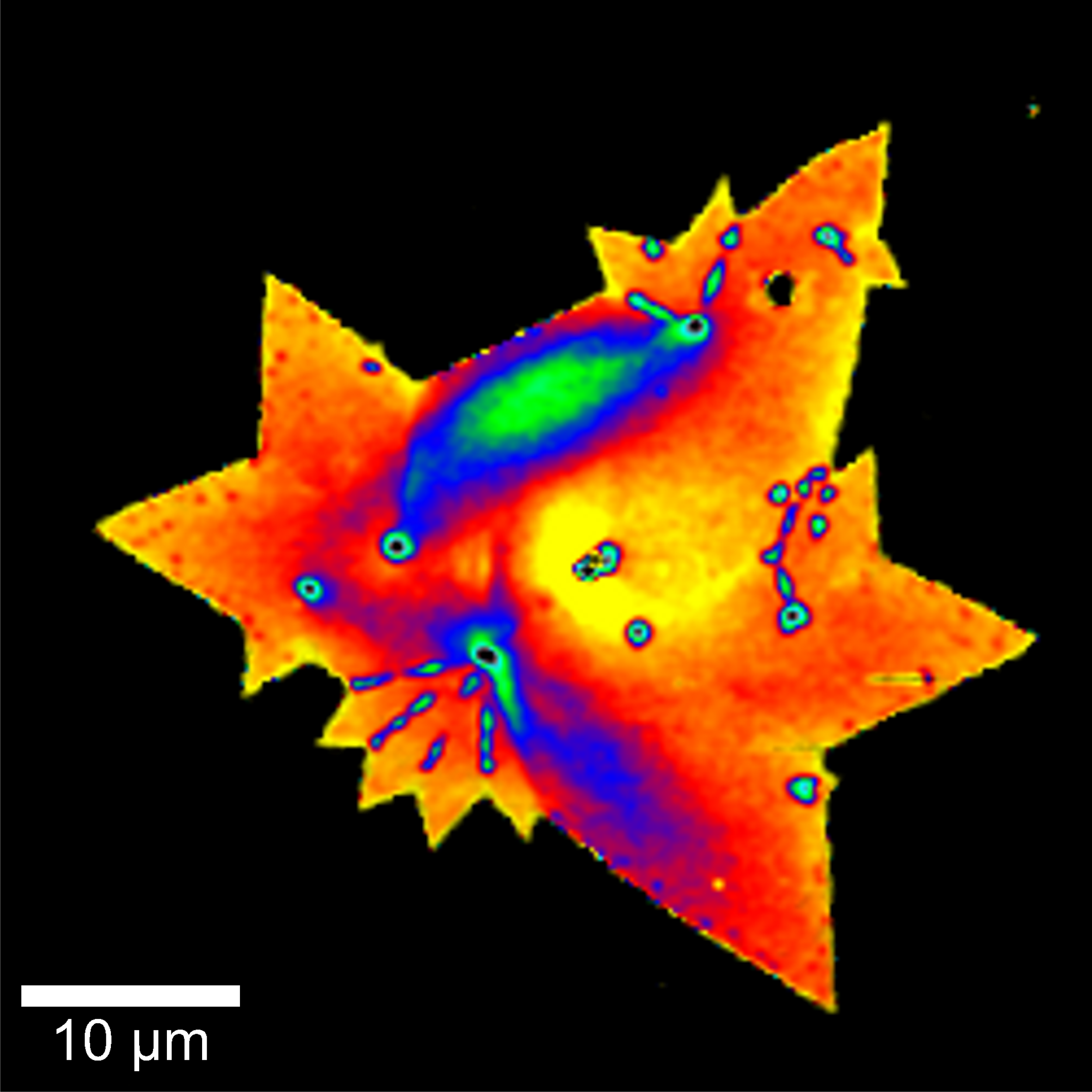
Figure 4: Raman image of MoS2
The reliable detection and characterization of defects in wafers is a critical step in the early development of electronic devices. Even the smallest alterations in the semiconductor crystal structure can drastically impact the electronic properties and functionality of the final device. Here we used correlative Raman and photoluminescence (PL) imaging to analyze alterations in a 4H-SiC wafer. The project was a cooperation with our colleagues from Oxford Instruments Plasma Technology, who prepared the 150 mm wafer as described before.
To quickly find the sites of material alterations and defects in the wafer, we performed a fast whole-wafer Raman scan with the following settings: Laser excitation wavelength 532 nm, laser power 52 mW, 100x/0.9 NA objective, scan area 155 x 147.5 mm2, resolution 1033 x 100 pixels.
As visible in Fig. 5A, some areas (cyan) were identified using TrueComponent Analysis as consisting of different components than the overall material (red). The bright-field image of one of these areas visualized small triangular structures on the surface of the wafer (Fig. 5B). With high-resolution Raman imaging (1000 x 750 μm², 200 x 150 pixels), these structures were easily detected and further analyzed (Fig. 5C). In contrast to the overall 4H-SiC crystal, the visible structures had Raman spectral characteristics of the SiC polymorph 3C (Fig. 5D). The two forms differed especially in their ratio of the Raman band intensities for the E2(high)-mode and E1(TO)-mode. Due to the transparent properties of the material at the excitation wavelength of 532 nm, it was possible to perform a 3D scan of the site with defects (Fig. 5E). This revealed that the origin for the surface defects lies in the substrate layer (blue) of the wafer. Here, the defect was a thin, line- shaped area (carrot defect). In the grown SiC epilayer, these defects propagated and developed further, forming triangle shapes as a result of stacking faults.
The additional photoluminescence (PL) analysis revealed further imperfections in the wafer‘s surface along the defects. The data acquisition was performed in the same area and at the identical resolution as the Raman imaging. PL was excited using a 355 nm laser, which has a low penetration depth in SiC. This way, we were able to characterize the surface effects without the influence of signals from lower material layers. To optimally detect the PL signals at lower and higher wavelengths, two measurements from different ranges were combined (350 - 450 nm and 490 - 600 nm). As a result, regions with different PL properties were revealed (Fig. 6A). In addition to the triangular areas in cyan, which overlay with the structures visible in the bright-field image (see Fig. 5B), also other regions (yellow, blue, green) had different bandgap properties than the overall 4HSiC layer (red, Fig. 6B). The first three PL spectra are specific for 4H-SiC with signs of stacking faults in the blue and green spectra [3]. Spectra obtained from the
triangular shaped defects (cyan and yellow) show typical PL of 3C-SiC [4].
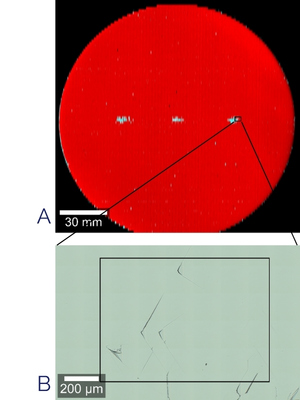
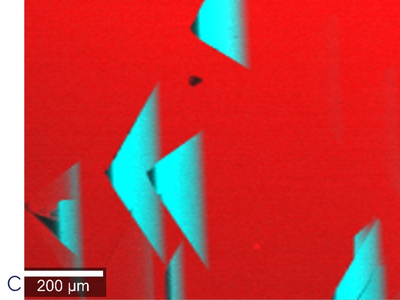
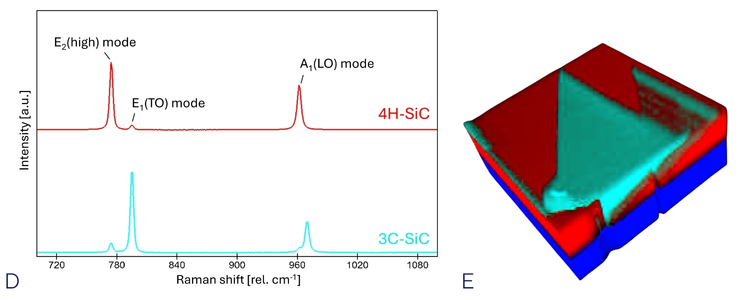
Figure 5: Raman-based detection of defects in a 4H-SiC wafer.
(A) Raman scan image of an entire 150 mm wafer. Small areas with structural differences (cyan) compared to the overall wafer (red) were identified in the surface.
(B) Bright-field image of the area indicated in (A) visualizing triangular-shaped defects in the wafer‘s surface.
(C) Highresolution Raman image of the red-boxed area in (B). A different component (cyan) was identified in the triangular shapes of the wafer surface.
(D) Raman spectra of the found components; Color coding as in (C). The spectra differ in their Raman peaks for the E2(high) and E1(TO) modes and are characteristic for the 4H polymorph (red) and 3C polymorph (cyan) of SiC.
(E) 3D Raman representation of the defect (cyan) in the SiC crystal layering. The alteration originates from a thin area in the substrate (blue) of the wafer and projects in the epilayer (red). Dimensions: 240 x 240 x 12 μm3.
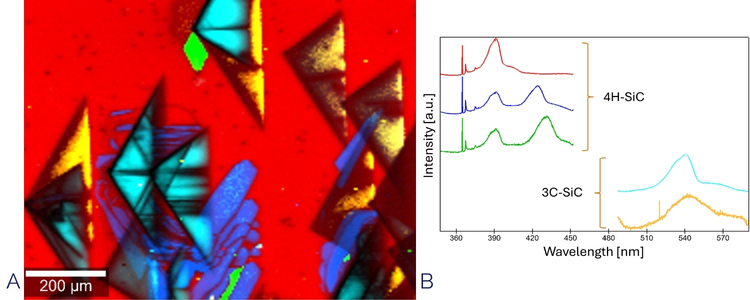
Figure 6: Photoluminescence-based detection of defects in a 4H-SiC wafer.
(A) Combined PL image of the defect site in the wafer (region as indicated in Fig. 5B). Areas with different PL signals can be distinguished.
(B) PL spectra of the identified areas. The red, blue and green spectra show characteristics for 4H-SiC, spectra from the regions colored in yellow and cyan show signatures of 3C-SiC.
Material defects can severely affect the surrounding areas in the crystal lattice of semiconductors. In the presented measurements, we used Raman imaging to investigate shear stresses in gallium nitride (GaN), which were induced by a Frank-Read source (FR-source).
The brightfield image shows the characteristic dislocation loops of a FR-source in the material (Fig. 7A). The high sensitivity of Raman imaging enabled the detection of changes in the position of the E2(high) peak of GaN (Fig. 7D) and revealed areas of tensile and compressive stress (Fig. 7BC). The center of the FR-source showed the highest tensile stress, but shear forces were also visible in surrounding areas.
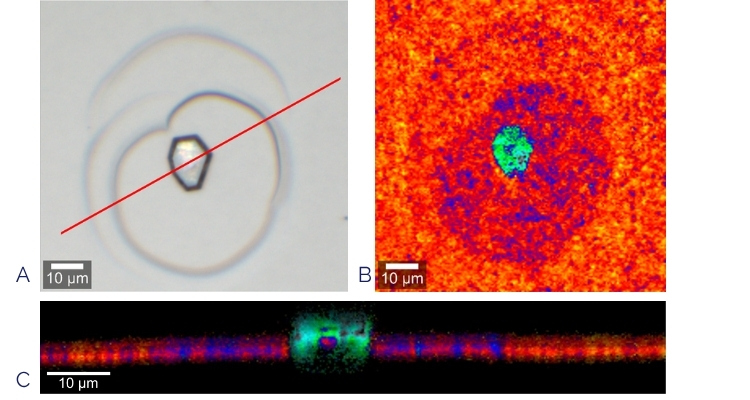
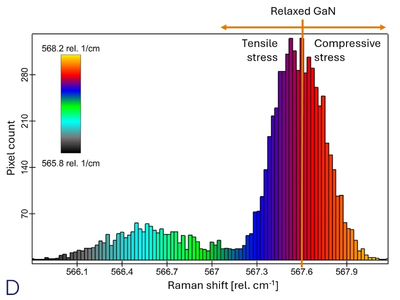
Figure 7: Frank-Read source in crystalline gallium nitride (GaN).
(A) Brightfield image of a Frank-Read (FR) source in gallium nitride (GaN).
(B-C) Colored Raman images of the E2(high) peak position in the xy plane (B) and along a line selection in the xz direction (C). Color-coding as in (D).
Due to the FR-source, areas of tensile and compressive stress are present in GaN.
(D) Histogram and color-coding of the E2(high) peak position; Data of the sample region shown in (C). Wavenumbers below 567.6 cm-1 indicate tensile stress in GaN, while higher wavenumbers indicate compressive stress.
[1] Burton, J. C., et al., (1998). Spatial characterization of doped SiC wafers by Raman spectroscopy. Journal of Applied Physics, 84(11), 6268-6273. DOI: 10.1063/1.368947
[2] Sugie, R., & Uchida, T. (2017). Determination of stress components in 4H-SiC power devices via Raman spectroscopy. Journal of Applied Physics, 122(19). DOI: 10.1063/1.5003613
[3] Feng, G., et al. (2008). Characterization of stacking faults in 4H-SiC epilayers by room-temperature microphotoluminescence mapping. Applied Physics Letters, 92(22). DOI: 10.1063/1.2937097
[4] Scuderi, V., et al. (2020). Characterization of 4H-and 6H-like stacking faults in cross section of 3C-SiC epitaxial layer by room-temperature μ-photoluminescence and μ-raman analysis. Materials, 13(8), 1837. DOI: 10.3390/ma13081837

© Oxford Instruments 2026